Вывод если не организовать в ближайшие 2-3 года современные литейные производства различных по диаметру качественных арматурных отливок с минимальной себестоимостью их изготовления, то далее не целесообразно иметь и развивать арматуростроение, выгодней будет импортировать.
Можно только удивляться обоснованию огромных затрат при получении некоторых отечественных арматурных отливок по выплавляемым моделям или сварных из штампованных элементов.
Отливки для промышленной трубопроводной арматуры по законам экономической безопасности нужно активно начинать делать самостоятельно. В противном случае скоро придется покупать в основном импортную арматуру в сборе, о чем говорит актуальный тренд роста импорта. Исключения составляют самые неэффективные производства арматуры где, например, рабочие элементы шаровой арматуры изготавливают из «куска» металла на станках, с вызывающе низким выходом годного, что и гарантирует их минимальную рентабельность или убыточность. То есть там, где вообще старательно избегают анализа современных исследований и пренебрегают мировым опытом (рис.1-3.). Например, завод Понто Муссон во Франции все вентили, клапаны и задвижки от минимальных до диаметра 700 мм (DN700) отливает всего на одной автоматической линии вакуумно-плёночной формовки.
В Китае пока нет соответствующего современного автоматического формовочного и стержневого литейного оборудования, как например, для создаваемой при господдержке автомобильной промышленности. Качество отливок продолжает оставаться весьма сомнительным, а цены имеют быстрый рост. Второе в Китае огромный внутренний спрос и перспективы развития сборочных арматурных заводов для обеспечения собственных отраслей промышленности. В Китае уже продается в 3 раза больше арматурных изделий, чем в России. Третье есть более интересные рынки сбыта отливок из Китая (США, Европа, Япония). Это подтверждается минимальными поставками в Россию из Китая в основном отливок для арматуры бытового назначения и арматурных изделий минимальных диаметров. Более того, рынки экономически развитых стран мира надеются на поставки качественных отливок из России.
Тезис «заграница нам поможет» актуален только в части поставок, например немецкой арматуры в сборе, а китайские «дешевые» отливки- миф, минимум по трем причинам.
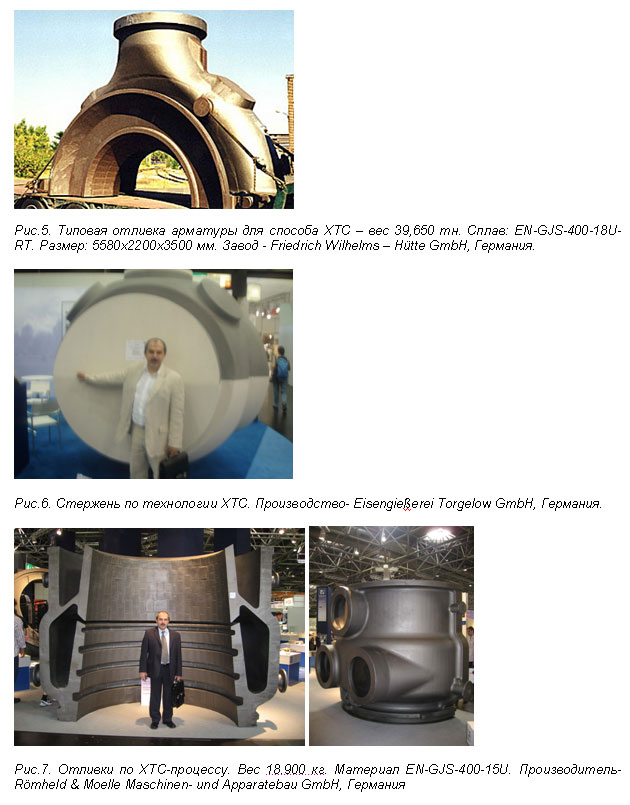
Около 90% от веса арматурных изделий составляют отливки. Рабочие органы и корпуса арматуры получают литьем и далее проводят в основном только мехобработку фланцев. Таким образом, все затраты работ заготовительного производства до комплектации сборочного предприятия по изготовлению этих минимум 90% комплектующих часто идут в брак, если отливки имеют низкое качество, особенно по герметичности и т.д. Литейное производство можно считать главной базой арматуростроения.
Арматурные отливки основная цель и актуальные задачи арматуростроения России
РАЛ. Литейное производство: литье, литейное оборудование, материалы для литья
Комментариев нет:
Отправить комментарий